XXX 有 限 公 司
新 产 品 项 目 APQP 开 发 计 划
制定部门: 制定日期: 年 月 日
产品名称 |
| 产品编号 |
| 规格/型号 |
| 顾客名称 |
| ||||||||||||||||||||||
序 号 | 工 作 内 容 / 项 目 | 负 责 部 门 | 负 责 人 员 | 开 发 时 程 | 所需建立的资料 | ||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||||||||||||||||||
1 | 第一阶段: 计 划和确定项目
| 确定新产品项目开发任务来源 |
|
| |
|
|
|
|
|
|
|
|
|
|
| 顾客采购订单(或) 市场调研报告(或) 高阶管理层指示单 | ||||||||||||
2 | 新产品项目开发之制造可行性分析(★) |
|
| |
|
|
|
|
|
|
|
|
|
|
| 联络单 | |||||||||||||
新产品制造可行性报告 | |||||||||||||||||||||||||||||
3 | 新产品开发成本核算报价作业(★) |
|
|
| |
|
|
|
|
|
|
|
|
|
| 产品成本核算报价表 | |||||||||||||
4 | 新产品开发项目顾客需求确定(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 合同/订单评审表 | |||||||||||||
5 | 新产品项目开发申请作业 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 新产品项目开发申请表 | |||||||||||||
6 | 确定新产品项目开发任务 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
7 | 组建多方论证小组(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 多方论证小组成员及职责表 | |||||||||||||
8 | 编制新产品项目APQP开发计划(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 新产品项目APQP开发计划 | |||||||||||||
9 | 产品设计输入和评审(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计评审记录表 | |||||||||||||
10 | 确定设计目标(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 新产品开发设计目标 | |||||||||||||
11 | 确定产品可靠性(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
12 | 确定质量目标 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
13 | 确定初始材料清单(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品初始材料清单 | |||||||||||||
14 | 确定初始过程流程图 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品过程流程图 | |||||||||||||
15 | 确定产品和过程特殊特性初始清单 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品和过程特殊特性 | |||||||||||||
16 | 编制产品保证计划 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品保证计划 | |||||||||||||
17 | 管理者支持 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 管理者支持 | |||||||||||||
18 | 第二 | 设计失效模式和后果分析(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计失效模式及后果分析框图/环境极限条件表 | ||||||||||||
设计失效模式和后果分析 | |||||||||||||||||||||||||||||
核 准 |
| 审 查 |
| 制 表 |
| ||||||||||||||||||||||||
第 1 页,共 5 页 PPP-2-04A0-1
K C E 有 限 公 司
新 产 品 项 目 APQP 开 发 计 划 (续上页)
制定部门: 制定日期: 年 月 日
产品名称 |
| 产品编号 |
| 规格/型号 |
| 顾客名称 |
| |||||||||||||||||||||||
序 号 | 工 作 内 容 / 项 目 | 负 责 部 门 | 负 责 人 员 | 开 发 时 程 | 所需建立的资料 | |||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||||||||||
18 | 第二阶段:产品设计和开发 | 设计失效模式和后果分析(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计FMEA检查表 | |||||||||||||
19 | 设计图纸(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 图纸设计原件 | ||||||||||||||
20 | 图纸确认(如需要) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计确认记录表 | ||||||||||||||
21 | 确定产品可制造性和装配设计(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品可制造性和装配设计 | ||||||||||||||
22 | 制定样件控制计划 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| (样件)控制计划 | ||||||||||||||
控制计划检查表 | ||||||||||||||||||||||||||||||
23 | 编制样件试作和试验验证计划 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 样件试作和试验验证计划表 | ||||||||||||||
24 | 样件制造(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 样件检验和确认记录表 | ||||||||||||||
25 | 产品设计验证/评审(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 实验报告单/设计验证记录表 | ||||||||||||||
26 | 产品设计确认/评审(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计确认记录表 | ||||||||||||||
27 | 工程图样确认(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品工程图样确认表 | ||||||||||||||
28 | 确定工程规范(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 工程规范确认表 | ||||||||||||||
29 | 确定材料规范(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 材料规范确认表 | ||||||||||||||
30 | 图样和规范的更改 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计更改申请单 | ||||||||||||||
设计更改通知单 | ||||||||||||||||||||||||||||||
31 | 确定新设备、工装和设施要求(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 新产品设备/工装/模具/夹具检查清单 | ||||||||||||||
新设备、工装和试验设备检查表 | ||||||||||||||||||||||||||||||
新设备、工装、量具和试验 设备开发计划进度表 | ||||||||||||||||||||||||||||||
32 | 确定产品和过程特殊特性(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品和过程特殊特性 | ||||||||||||||
核 准 |
| 审 查 |
| 制 表 |
| |||||||||||||||||||||||||
第 2 页,共 5 页 PPP-2-04A0-2
K C E 有 限 公 司
新 产 品 项 目 APQP 开 发 计 划 (续上页)
制定部门: 制定日期: 年 月 日
产品名称 |
| 产品编号 |
| 规格/型号 |
| 顾客名称 |
| |||||||||||||||||||||
序 号 | 工 作 内 容 / 项 目 | 负 责 部 门 | 负 责 人 员 | 开 发 时 程 | 所需建立的资料 | |||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||||||||
33 | 第二阶段 | 确定量具/试验设备要求(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 新设备、工装、量具和试验 设备开发计划进度表 | |||||||||||
量具/试验设备检查表 | ||||||||||||||||||||||||||||
34 | 产品设计输出和评审(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计评审记录表 | ||||||||||||
35 | 小组可行性承诺(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品设计信息检查表 | ||||||||||||
小组可行性承诺 | ||||||||||||||||||||||||||||
36 | 管理者支持 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 管理者支持 | ||||||||||||
37 | 第三阶段:过程设计和开发 | 制造过程设计输入和评审(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计评审记录表 | |||||||||||
38 | 编制产品包装标准 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品包装标准 | ||||||||||||
39 | 评审产品/过程质量体系 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品/过程质量体系检查表 | ||||||||||||
制定过程流程图(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品过程流程图 | |||||||||||||
40 | 过程流程图检查表 | |||||||||||||||||||||||||||
41 | 制定车间平面布置图(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 车间平面布置图 | ||||||||||||
车间平面布置检查表 | ||||||||||||||||||||||||||||
42 | 制定特性矩阵图 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 特性矩阵图 | ||||||||||||
43 | 过程失效模式及后果分析(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 过程失效模式及后果分析 | ||||||||||||
过程FMEA检查表 | ||||||||||||||||||||||||||||
44 | 编制试生产控制计划(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| (试生产)控制计划 | ||||||||||||
控制计划检查表 | ||||||||||||||||||||||||||||
45 | 编制过程指导书(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 相关过程作业指导书 | ||||||||||||
46 | 制定测量系统分析计划(MSA)(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 测量系统分析计划 | ||||||||||||
核 准 |
| 审 查 |
| 制 表 |
| |||||||||||||||||||||||
第 3 页,共 5 页 PPP-2-04A0-3
K C E 有 限 公 司
新 产 品 项 目 APQP 开 发 计 划 (续上页)
制定部门: 制定日期: 年 月 日
产品名称 |
| 产品编号 |
| 规格/型号 |
| 顾客名称 |
| ||||||||||||||||||||||
序 号 | 工 作 内 容 / 项 目 | 负 责 部 门 | 负 责 人 员 | 开 发 时 程 | 所需建立的资料 | ||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||||||||||||||||||
47 | 第三阶段 | 制定初始过程能力研究计划(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 初始过程能力研究计划 | ||||||||||||
48 | 制定包装规范(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品包装规范 | |||||||||||||
49 | 制造过程设计验证/确认及其评审(试生产作业)(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计验证记录表 | |||||||||||||
50 | 制造过程设计输出和评审(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 设计评审记录表 | |||||||||||||
51 | 新产品过程策划和过程开发经验总结 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 新产品过程策划和过程开发文件/资料汇总一览表 | |||||||||||||
52 | 管理者支持 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 管理者支持 | |||||||||||||
53 | 第四阶段:产品和过程确认 | 试生产作业(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 试生产作业计划表 | ||||||||||||
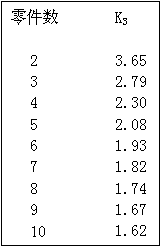
54 | 测量系统分析评价(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 零件评价人平均值和重复性极差控制图 | |||||||||||||
量具重复性和再现性X-R 分析数据表 | |||||||||||||||||||||||||||||
量具重复性和再现性X-R 分析报告 | |||||||||||||||||||||||||||||
量具极差法分析表 | |||||||||||||||||||||||||||||
量具稳定性分析报告 | |||||||||||||||||||||||||||||
量具偏倚分析报告 | |||||||||||||||||||||||||||||
量具线性分析报告 | |||||||||||||||||||||||||||||
计数型量具小样法分析报告 | |||||||||||||||||||||||||||||
55 | 初始过程能力研究(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| X—R控制图 | |||||||||||||
56 | 生产件批准(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 零件提交保证书 | |||||||||||||
核 准 |
| 审 查 |
| 制 表 |
| ||||||||||||||||||||||||
第 4 页,共 5 页 PPP-2-04A0-4
K C E 有 限 公 司
新 产 品 项 目 APQP 开 发 计 划 (续上页)
制定部门: 制定日期: 年 月 日
产品名称 |
| 产品编号 |
| 规格/型号 |
| 顾客名称 |
| |||||||||||||||||||||||
序 号 | 工 作 内 容 / 项 目 | 负 责 部 门 | 负 责 人 员 | 开 发 时 程 | 需建立的资料 | |||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||||||||||
56 | 第四阶段:产品和过程确认 | 生产件批准(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 生产件批准--尺寸测量结果 | |||||||||||||
生产件批准--材料试验结果 | ||||||||||||||||||||||||||||||
生产件准批--性能试验结果 | ||||||||||||||||||||||||||||||
57 | 样品送样和确认(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||
58 | 生产确认试验(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 试验报告记录表 | ||||||||||||||
59 | 包装评价(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品包装评价表 | ||||||||||||||
60 | 制定生产控制计划(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| (生产)控制计划 | ||||||||||||||
控制计划检查表 | ||||||||||||||||||||||||||||||
61 | 质量策划认定(★) |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品质量策划总结和认定 报告 | ||||||||||||||
62 | 管理者支持 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 管理者支持 | ||||||||||||||
63 | 第五阶段 | 批量生产 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 生产作业计划表 | |||||||||||||
64 | 减少变差 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| X—R控制图 | ||||||||||||||
65 | 顾客满意 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 顾客满意度调查表 | ||||||||||||||
66 | 交付和服务 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| 产品交付绩效统计表 | ||||||||||||||
顾客服务反馈记录表 | ||||||||||||||||||||||||||||||
备 注 |
2.在该计划表的工作内容/项目栏中有“★”符号标识的项目,为新产品设计和开发过程中的关键路径。 | |||||||||||||||||||||||||||||
核 准 |
| 审 查 |
| 制 表 |
| |||||||||||||||||||||||||
第 5 页,共 5 页 PPP-2-04A0-5