工艺技术说明
1、吸附制氢装置工艺技术说明
1) 工艺原理
吸附是指:当两种相态不同的物质接触时,其中密度较低物质的分子在密度较高的物质表面被富集的现象和过程。具有吸附作用的物质(一般为密度相对较大的多孔固体)被称为吸附剂,被吸附的物质(一般为密度相对较小的气体或液体)称为吸附质。吸附按其性质的不同可分为四大类,即:化学吸附、活性吸附、毛细管凝缩和物理吸附。变压吸附(PSA)气体分离装置中的吸附主要为物理吸附。
物理吸附是指依靠吸附剂与吸附质分子间的分子力(包括范德华力和电磁力)进行的吸附。其特点是:吸附过程中没有化学反应,吸附过程进行的极快,参与吸附的各相物质间的动态平衡在瞬间即可完成,并且这种吸附是完全可逆的。
变压吸附气体分离工艺过程之所以得以实现是由于吸附剂在这种物理吸附中所具有的两个基本性质:一是对不同组分的吸附能力不同,二是吸附质在吸附剂上的吸附容量随吸附质的分压上升而增加,随吸附温度的上升而下降。利用吸附剂的第一个性质,可实现对混合气体中某些组分的优先吸附而使其它组分得以提纯;利用吸附剂的第二个性质,可实现吸附剂在低温、高压下吸附而在高温、低压下解吸再生,从而构成吸附剂的吸附与再生循环,达到连续分离气体的目的。
吸附剂:
工业PSA-H2装置所选用的吸附剂都是具有较大比表面积的固体颗粒,主要有:活性氧化铝类、活性炭类、硅胶类和分子筛类吸附剂;另外还有针对某种组分选择性吸附而研制的特殊吸附材料,如CO专用吸附剂和碳分子筛等。吸附剂最重要的物理特征包括孔容积、孔径分布、表面积和表面性质等。不同的吸附剂由于有不同的孔隙大小分布、不同的比表面积和不同的表面性质,因而对混合气体中的各组分具有不同的吸附能力和吸附容量。
吸附剂对各种气体的吸附性能主要是通过实验测定的吸附等温线和动态下的穿透曲线来评价的。优良的吸附性能和较大的吸附容量是实现吸附分离的基本条件。
同时,要在工业上实现有效的分离,还必须考虑吸附剂对各组分的分离系数应尽可能大。所谓分离系数是指:在达到吸附平衡时,(弱吸附组分在吸附床死空间中残余量/弱吸附组分在吸附床中的总量)与(强吸附组分在吸附床死空间中残余量/强吸附组分在吸附床中的总量)之比。分离系数越大,分离越容易。一般而言,变压吸附气体分离装置中的吸附剂分离系数不宜小于3。
另外,在工业变压吸附过程中还应考虑吸附与解吸间的矛盾。一般而言,吸附越容易则解吸越困难。如对于C5、C6等强吸附质,就应选择吸附能力相对较弱的吸附剂如硅胶等,以使吸附容量适当而解吸较容易;而对于N2、O2、CO等弱吸附质,就应选择吸附能力相对较强的吸附剂如分子筛等,以使吸附容量更大、分离系数更高。
此外,在吸附过程中,由于吸附床内压力是周期性变化的,吸附剂要经受气流的频繁冲刷,因而吸附剂还应有足够的强度和抗磨性。
在变压吸附气体分离装置常用的几种吸附剂中,活性氧化铝类属于对水有强亲和力的固体,一般采用三水合铝或三水铝矿的热脱水或热活化法制备,主要用于气体的干燥。
硅胶类吸附剂属于一种合成的无定形二氧化硅,它是胶态二氧化硅球形粒子的刚性连续网络,一般是由硅酸钠溶液和无机酸混合来制备的,硅胶不仅对水有极强的亲和力,而且对烃类和CO2等组分也有较强的吸附能力。
活性炭类吸附剂的特点是:其表面所具有的氧化物基团和无机物杂质使表面性质表现为弱极性或无极性,加上活性炭所具有的特别大的内表面积,使得活性炭成为一种能大量吸附多种弱极性和非极性有机分子的广谱耐水型吸附剂。
沸石分子筛类吸附剂是一种含碱土元素的结晶态偏硅铝酸盐,属于强极性吸附剂,有着非常一致的孔径结构和极强的吸附选择性,对CO、CH4、N2、Ar、O2等均具有较高的吸附能力。
碳分子筛是一种以碳为原料,经特殊的碳沉积工艺加工而成的专门用于提纯空气中的氮气的专用吸附剂,使其孔径分布非常集中,只比氧分子直径略大,因此非常有利于对空气中氮氧的分离。
对于组成复杂的气源,在实际应用中常常需要多种吸附剂,按吸附性能依次分层装填组成复合吸附床,才能达到分离所需产品组分的目的。
吸附平衡:
吸附平衡是指在一定的温度和压力下,吸附剂与吸附质充分接触,最后吸附质在两相中的分布达到平衡的过程,吸附分离过程实际上都是一个平衡吸附过程。在实际的吸附过程中,吸附质分子会不断地碰撞吸附剂表面并被吸附剂表面的分子引力束缚在吸附相中;同时吸附相中的吸附质分子又会不断地从吸附剂分子或其它吸附质分子得到能量,从而克服分子引力离开吸附相;当一定时间内进入吸附相的分子数和离开吸附相的分子数相等时,吸附过程就达到了平衡。在一定的温度和压力下,对于相同的吸附剂和吸附质,该动态平衡吸附量是一个定值。
在压力高时,由于单位时间内撞击到吸附剂表面的气体分子数多,因而压力越高动态平衡吸附容量也就越大;在温度高时,由于气体分子的动能大,能被吸附剂表面分子引力束缚的分子就少,因而温度越高平衡吸附容量也就越小。
我们用不同温度下的吸附等温线来描述这一关系,吸附等温线就是在一定的温度下,测定出各气体组份在吸附剂上的平衡吸附量,将不同压力下得到的平衡吸附量用曲线连接而成的曲线。
不同温度下的吸附等温线示意图:
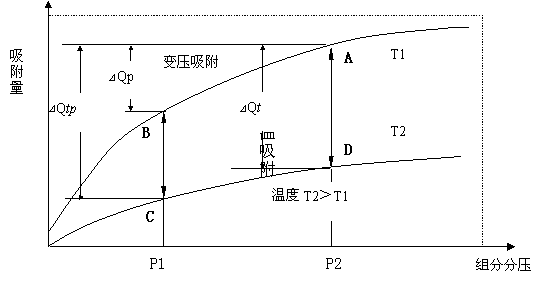
从上图的B→C和A→D可以看出:在压力一定时,随着温度的升高吸附容量逐渐减小。实际上,变温吸附过程正是利用上图中吸附剂在A-D段的特性来实现吸附与解吸的。吸附剂在常温 (即A点)下大量吸附原料气中的某些杂质组分,然后升高温度(到D点)使杂质得以解吸。
从上图的B→A可以看出:在温度一定时,随着杂质分压的升高吸附容量逐渐增大;
变压吸附过程正是利用吸附剂在A-B段的特性来实现吸附与解吸的。吸附剂在常温高压(即A点)下大量吸附原料气中除的某些杂质组分,然后降低杂质的分压(到B点)使杂质得以解吸。
吸附剂的这一特性也可以用Langmuir吸附等温方程来描述:
![]() (Ai:吸附质i的平衡吸附量,K1、K2: 吸附常数 ,P:吸附压力,Xi:吸附质i的摩尔组成)。
(Ai:吸附质i的平衡吸附量,K1、K2: 吸附常数 ,P:吸附压力,Xi:吸附质i的摩尔组成)。
在通常的工业变压吸附过程中,由于吸附--解吸循环的周期短(一般只有数分钟),吸附热来不及散失,恰好可供解吸之用,所以吸附热和解吸热引起的吸附床温度变化一般不大,吸附过程可近似看做等温过程,其特性基本符合Langmuir吸附等温方程。
在实际应用中一般依据气源的组成、压力及产品要求的不同来选择PSA、TSA或PSA+TSA工艺。
变温吸附(TSA)法的循环周期长、投资较大,但再生彻底,通常用于微量杂质或难解吸杂质的脱除;
变压吸附(PSA)的循环周期短,吸附剂利用率高,吸附剂用量相对较少,不需要外加换热设备,被广泛用于大气量多组分气体的分离与纯化。
在变压吸附(PSA)工艺中,通常吸附剂床层压力即使降至常压,被吸附的组分也不能完全解吸,因此根据降压解吸方式的不同又可分为两种工艺:
一种是用产品气或其他不易吸附的组分对床层进行“冲洗”,使被吸附组分的分压大大降低,将较难解吸的杂质冲洗出来,其优点是在常压下即可完成,不再增加任何设备,但缺点是会损失产品气体,降低产品气的收率。
另一种是利用抽真空的办法降低被吸附组分的分压,使吸附的组分在负压下解吸出来,这就是通常所说的真空变压吸附(Vacuum Pressure Swing Absorption,缩写为VPSA)。VPSA工艺的优点是再生效果好,产品收率高,但缺点是需要增加真空泵。
在实际应用过程中,究竟采用以上何种工艺,主要视原料气的组成性质、原料气压力、流量、产品的要求以及工厂的资金和场地等情况而决定。
由于焦炉煤气提纯氢气的特点是:原料压力低,原料组分复杂并含有焦油、萘等难以解吸的重组分,产品纯度要求高。因而装置需采用“加压+TSA预处理+PSA氢提纯+脱氧+TSA干燥”流程。
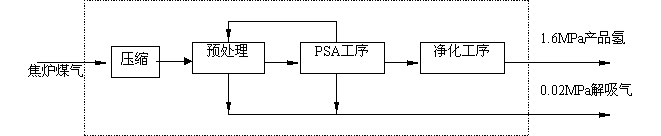
2) 装置流程框图
3) 装置工艺流程描述
本装置中焦炉煤气组成复杂且产品氢纯度要求高,因而本装置工艺流程由压缩工序、预处理工序、变压吸附工序和净化工序组成。由于原料气中的硫¥萘及焦油含量很低,所以在考虑工艺流程设计时,为节省用户的投资额同时又能保证装置的正常运行,将工艺流程设定为如下流程:
分别简述其流程如下:
(1) 压缩工序
压缩工序由2台(1开1备)三级往复式压缩机组成。由于本装置的原料气中的萘含量非常低(仅为5mg/Nm3),所以,即使到了压缩三段也不会在三级冷却器中出现萘结晶堵塞管道的问题。因此,来自界区外的焦炉煤气首先经压缩机的一级加压至~0.22MPa(G),然后进入压缩机第二和第三级压缩至~1.7MPa(G)后进入后续预处理系统。
(2) 预处理工序
预处理系统主要由2台除油塔、2台预处理塔、1台解吸气加热器、1台解吸气缓冲罐组成。
来自压缩三段,压力为~1.7MPa(G)的焦炉煤气进入预处理工序后,首先经过除油塔分离掉其中夹带的油滴,然后自塔底进入预处理塔,其中一台处于吸附脱油、脱硫萘状态、一台处于再生状态。当预处理塔吸附焦油、硫和萘饱和后即转入再生过程。预处理塔的再生过程包括:
a) 降压过程
预处理塔逆着吸附方向,即朝着入口端卸压,气体排至煤气管网。
b) 加热脱附杂质
用PSA工序副产的解吸气经加热至140~160℃后逆着吸附方向吹扫吸附层,使萘、焦油、NH3、H2S及其它芳香族化合物在加温下得以完全脱附,再生后的解吸气送回焦炉煤气管网。
c) 冷却吸附剂
脱附完毕后,停止加热再生气,继续用常温解吸气逆着进气方向吹扫吸附床层,使之冷却至吸附温度。吹冷后的解吸气也送回焦炉煤气管网。
d) 升压过程
用处理后的煤气逆着吸附方向将预处理塔加压至吸附压力,至此预处理塔就又可以进行下一次吸附了。
(3) 变压吸附工序
本装置变压吸附(PSA)工序采用5-1-3 PSA工艺,即装置由五个吸附塔组成,其中一个吸附塔始终处于进料吸附状态,其工艺过程由吸附、三次均压降压、顺放、逆放、冲洗、三次均压升压和产品最终升压等步骤组成,具体工艺过程如下:
经过预处理后的焦炉煤气自塔底进入吸附塔中正处于吸附工况的吸附塔,在吸附剂选择吸附的条件下一次性除去氢以外的绝大部分杂质,获得纯度大于99.9%的粗氢气,从塔顶排出送净化工序。
当被吸附杂质的传质区前沿(称为吸附前沿)到达床层出口预留段某一位置时,停止吸附,转入再生过程。
吸附剂的再生过程依次如下:
a. 均压降压过程
这是在吸附过程结束后,顺着吸附方向将塔内的较高压力的氢气放入其它已完成再生的较低压力吸附塔的过程,这一过程不仅是降压过程,更是回收床层死空间氢气的过程,本流程共包括了三次连续的均压降压过程,以保证氢气的充分回收。
b. 顺放过程
在均压回收氢气过程结束后,继续顺着吸附方向进行减压,顺放出来的氢气放入顺放气缓冲罐中混合并储存起来,用作吸附塔冲洗的再生气源。
c. 逆放过程
在顺放结束、吸附前沿已达到床层出口后,逆着吸附方向将吸附塔压力降至接近常压,此时被吸附的杂质开始从吸附剂中大量解吸出来,解吸气送至解吸气缓冲罐用作预处理系统的再生气源。
d. 冲洗过程
逆放结束后,为使吸附剂得到彻底的再生,用顺放气缓冲罐中储存的氢气逆着吸附方向冲洗吸附床层,进一步降低杂质组分的分压,并将杂质冲洗出来。冲洗再生气也送至解吸气缓冲罐用作预处理系统的再生气源。
e. 均压升压过程
在冲洗再生过程完成后,用来自其它吸附塔的较高压力氢气依次对该吸附塔进行升压,这一过程与均压降压过程相对应,不仅是升压过程,而且也是回收其它塔的床层死空间氢气的过程,本流程共包括了连续三次均压升压过程。
f. 产品气升压过程
在三次均压升压过程完成后,为了使吸附塔可以平稳地切换至下一次吸附并保证产品纯度在这一过程中不发生波动,需要通过升压调节阀缓慢而平稳地用产品氢气将吸附塔压力升至吸附压力。
经这一过程后吸附塔便完成了一个完整的“吸附-再生”循环,又为下一次吸附做好了准备。
五个吸附塔交替进行以上的吸附、再生操作(始终有一个吸附塔处于吸附状态)即可实现气体的连续分离与提纯。
(4) 净化工序
从变压吸附(PSA)工序来的氢气是含有少量氧气的粗氢气,纯度尚达不到要求,需要净化。粗氢气首先进入常温脱氧塔,在其中装填的新型常温Pd催化剂的催化下,氧和氢反应生成水,然后经冷却器冷却至常温,再进入由两个干燥塔、一个预干燥塔、一台分液罐、两台换热器等组成的等压TSA干燥系统。经干燥后的产品氢即可达到纯度99.999%、氧含量小于1ppm、露点低于-65℃的要求。
等压TSA干燥系统的工艺过程如下:
脱氧后的氢气首先经流量调节回路分成两路。其中一路直接去干燥塔,其中装填的干燥剂将氢气中的水分吸附下来,使氢气得以干燥。在一台干燥塔处于干燥的状态下,另一台干燥塔处于再生过程。
干燥塔的再生过程包括加热再生和吹冷两个步骤。在加热再生过程中,另一路再生氢气首先经预干燥塔进行干燥,然后经加热器升温至140~160℃后冲洗需要再生的干燥塔,使吸附剂升温、其中的水分得以解吸出来,解吸气经冷却和分液后再与另一路氢气回合,然后去处于干燥状态的干燥塔进行干燥。在吹冷过程中,再生氢气直接去处于再生状态的干燥塔,将干燥塔温度降至常温,然后再经加热器加热后去预干燥塔,对预干燥塔中的干燥剂进行加温干燥,然后经冷却和分液后再与另一路氢气回合,最后去处于干燥状态的干燥塔进行干燥。
为提高装置的可靠性和在线处理事故的能力,预处理系统设计旁路跨线,可以切除检修。
工艺流程简图见附图
4) 装置的主要技术特点
★ 本装置可靠的TSA预处理可有效脱除原料气中的重组分杂质,保证了PSA吸附剂的长期使用,提高了装置的适应能力,并且不会形成对环境的污染。
★ 本装置预处理采用一段TSA净化,并且安排在压缩三段之后,因此投资省且不会有萘堵塞问题。再生过程也不产生二次污染。
★ PSA工序采用5-1-3 流程,与经典的5-1-2流程相比增加一次均压次数,可以最少的吸附床实现了三次均压,提高了氢气回收率,降低了装置运行成本。
★ 本装置的顺放气缓冲技术,可避免传统冲洗再生流程中的二次污染问题,使吸附剂再生效果更好。
★ 净化工序采用先进的常温脱氧新工艺,可降低装置投资和运行费用。
★ 本装置先进的PSA专用软件在某个吸附塔出现故障时,可自动将故障塔切除,转入四塔操作,并且不影响处理能力,只是收率有少量下降。这一功能大大地提高了装置运行的可靠性。
5) 装置切塔后的运行参数
5-1-3PSA工艺操作灵活,可以组合多种运行方式,在计算机程序控制下, 可五塔运行,需要时(如出现故障)也可自动切换至实现四塔、三塔运行,这样就大大地提高了装置运行的可靠性。切塔后的相关运行参数见下表。
运行方式及相关运行参数表
吸 附 塔总 数 | 流 程 | 在线吸附床数 | 均压次数 | 处理气量Nm3/h | 氢气回收率 % | 产氢量Nm3/h |
五塔 | 5-1-3 | 1 | 3 | 2700 | 83 | 1344.6 |
五塔 | 5-1-2 | 1 | 2 | 2700 | 81 | 1312.2 |
四塔 | 4-1-2 | 1 | 2 | 2700 | 75 | 1215.0 |
6) 公用工程消耗
序号 | 项 目 | 规格要求 | 单 位 | 消耗指标 | 使用情况 | 备 注 |
|
| 220V 50HZ | KWh/h | 10 | 连续 | 照明、仪表用 |
1 | 电 | 380V 50HZ | KWh/h | 3.0 | 连续 | 压缩机用 |
|
| 10KV 50HZ | KWh/h | ~450 | 连续 | 压缩机用 |
2 | 循环水 | ≤35℃ 0.4~0.5MPa.G | t/h | 40 | 连续 |
|
3 | 生活用水 |
| t/h | 1 | 间断 |
|
4 | 饱和蒸气 | 0.8~1.0Mpa | t/h | 0.5 | 间断 | 加热器用 |
5 | 仪表氮 | 压力>0.4MPa | Nm3/h | 50 | 连续 | 仪表及程控阀用 |
6 | 氮 气 | 压力>0.4MPa | Nm3/次 | 500 | 间断 | 开车置换用 |
7) 装置的控制功能
7.1 基本控制功能
7.1.1 顺序控制
本装置的顺序控制功能要求对全部程控开关阀进行可靠的开关控制,保证各程控开关阀按照工艺给定的条件和顺序开关,实现PSA装置的正常切换工作。所有程控开关阀均由进口防爆电磁阀驱动,所有程控阀均带阀位传感器。
计算机可随时监控、显示所有程控阀的动作情况,并可对程控阀故障进行自动报警和联锁处理。顺序控制功能还可实现多种切塔和恢复的控制,运行多套程序。
7.1.2 均压速度调节
PSA装置在运行过程中,吸附塔除在吸附状态外,都处在某种降压和升压过程中,这些过程中都要求气流均衡、稳定,特别是均压过程如果太快将严重影响吸附剂的使用寿命,因而本装置的程控阀门都具有开启速度调节功能,可控制均压的速度,保证吸附剂的长期使用。
7.1.3回路调节
本装置控制系统的回路调节功能可实现可靠的PID调节、串级调节、分程调节等多种控制功能,保证PSA系统的稳定可靠运行,所有控制回路均由计算机进行监控,参数修改方便。并可自动对各参数的异常进行报警和联锁处理。
7.1.4 自适应随动控制
对于影响吸附效果的关键调节回路:产品气升压回路和冲洗控制回路采用自适应随动控制,可使产品气升压过程和冲洗过程能随着其它吸附参数自动调整,始终符合工艺的理想调节曲线。
7.1.5优化控制
控制系统的优化控制功能是可依据PSA进料量的大小,和产品氢气的纯度自动地调整影响吸附的最主要参数:吸附循环时间参数,在保证装置产品的纯度的同时保证装置的产量最大,使装置自动处于最佳运行状况。
7.1.6 联锁控制
控制系统的联锁控制可实现:压缩机故障时的自动保护,吸附塔故障时的自动联锁切除,压缩机或系统超压时自动联锁放空与保护,系统超温或燃气泄漏时的安全联锁,产品质量不合格时的联锁放空控制等。
7.1.7压缩机控制
本装置压缩机的参数监控与调节由控制系统PLC控制,监控参数包括:各级压力、温度监控、润滑油压力、温度监控联锁,压缩机出口压力调节,联锁放空调节等。
7.1.8 管理功能
本装置控制系统应实现如下的管理功能:可以进行完善直观的工艺流程监控与动态显示,显示画面为汉化显示,控制系统应具有故障自诊断功能,历史趋势记录功能,事故记录功能、各种操作记录功能、自动报表打印功能,本装置还应提供两级网络和三级管理功能,可与工厂管理系统进行联网。
显示与操作画面:
总貌图
工艺流程详图(多幅)
报警画面
调节回路棒图
参数设定
参数优化
阀门状态
阀门操作
动力设备监控
历史趋势(压力、流量、温度、液位、纯度等)
实时趋势(压力、流量、温度、液位、纯度等)
打印:
班报表
日报表
月报表
随机打印
故障记录打印
7.1.9 故障诊断功能
本控制系统可根据压力、阀位检测、产品纯度、温度、流量等参数自动对工艺或设备故障进行自动诊断、报警和联锁处理。同时对控制系统自身的主要故障:如CPU故障、通讯故障也可进行自诊断,并提出故障警告和安全处理。
7.2 控制软件的功能
7.2.1 自适应随动调节
本装置的关键调节回路:产品气升压回路和冲洗控制回路采用自适应随动控制,其控制回路框图如下:
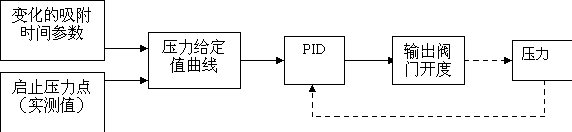
变压吸附自适应控制软件,可根据变化中的工艺参数自动生成控制操作曲线,按此曲线自动控制变压吸附装置的冲洗和升压过程,可最大限度地接近于理想过程。
7.2.2 故障塔切除与恢复控制软件
①故障塔切除
在变压吸附装置运行过程中,如因阀门、控制线路、电磁阀等问题,使某塔不能正常工作时,就需要切掉一个塔,让其余的塔正常运行,保证生产不间断,以此类推可切除多个塔,系统仍能正常运行,这是提高变压吸附装置可靠性的一个关键,也是变压吸附控制技术的一个核心。本系统可作从五塔到四塔的任意切换运行。切塔过程如下:
a.故障塔判断(根据压力、阀检、杂质超标等检测值进行三选二判断);
b.自动发出切除故障塔信号,关断该塔所有程控阀,开始运行切塔后程序,并产生报警提示。
c.自动建立切塔后的正常运行条件并自动进行相关参数修改;
d.进入切塔后的正常运行状态。
②切除塔恢复
当被切除塔修复之后,需要将其投入正常运行,但投入的时机不对将引起较大的波动,甚至出现故障,本软件能够自动找到最佳状态恢复,使系统波动最小。
恢复过程如下:
a. 在故障处理完成后,操作人员发出塔恢复指令;
b. 程序根据该塔状态,确定恢复的最佳步序,自动实现无扰动恢复切换;
c. 自动建立切塔后的正常运行条件并自动进行相关参数修改;
d. 进入恢复塔后的正常运行状态。
7.3 控制系统配置
本装置控制主机按进口德国西门子S7-400系列PLC配上位监控站选型。该过程控制系统采用“全集成自动化”概念设计,能使各种各样不同的技术在一个用户接口下,用于一个有全局数据库的总体系统中,其范围从计算机技术、控制技术、过程可视化直至过程仪表和控制。
控制系统配置方案:
本装置控制系统采用S7-400 PLC组成的冗余控制系统。在这个系统中,含有两个相同的中央控制器(包括CPU模板、电源模板和通讯模板),两个中央控制器通过冗余的PROFIBUS-DP网络分别访问分布式I/O站模板。在无故障时两个中央控制器都处在运行状态并随时进行数据同步交换,同时也不断检测各自与I/O站模板相连的PROFIBUS-DP总线电缆的通讯情况,一旦出现中央控制器故障或PROFIBUS-DP总线电缆通讯故障,正常工作的中央控制器能无扰动独立地接替过程的控制,将排除因控制系统偶然硬件故障而造成的装置停机,为装置平稳、安全、长期的运行打下基础。
上位监控与管理系统配置
上位监控与管理系统由2个操作员站组成,其中1个兼工程师站,它们包括计算机、显示器、打印机、声光报警元件和操作台等部分。在每个操作员站上都能显示装置的全部流程图画面和进行控制操作,在正常生产时2个操作员站可互为热备,这样就形成了可靠、先进的监控、操作、管理系统。
上位监控站选择美国DELL公司的PIV计算机。显示器选用高性能的19″PHILIPS纯平彩显,它能提供大的显示窗口和很高的分辨率,使画面显示更加清晰、操作更加准确。打印机选用高性能的HP产A4激光黑白打印机,它既能快速完成日常生产中的报表打印和报警打印,又能对流程图和历史趋势记录进行打印,帮助分析故障。
在采用冗余控制系统设计时,上位机上还装有冗余通讯软件包S7-REDCONNECT,它可使上位监控与管理系统和S7-400控制系统之间形成容错的S7通讯。S7-REDCONNECT软件在运行过程中对控制系统的两根以太网通讯电缆进行实时监视,对故障电缆予以切换,保证显示在操作员站上的信息是准确的和及时的,提高系统的安全性。
在兼做工程师站的上位机上还装有SIMATIC WinCC V6.0(完全版)和STEP 7 V5.3(有授权)。仪表维护工程师可在工程师站上方便地进行流程图画面修改、控制组态修改、控制程序修改等操作,完成后通过工业以太网就能对各个操作员站和SIMATIC S7-400控制系统进行文件或程序更新,并能根据需要打印SIMATIC S7-400控制系统的程序清单。Windows 2000和SIMATIC WinCC V6.0的分级用户管理可以避免无关人员进入工程师环境,保证系统的安全和完整。
![]() 系统配置图如下:
系统配置图如下:


![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
7.4 控制点汇总
7.4.1 AI点汇总 合计51点
1) 压力检测点(DC24V,4-20mA信号) 合计23点
制氢装置预处理塔压力指示信号: 2点
制氢装置再生气压力调节信号: 2点
PSA吸附塔压力指示信号: 5点
顺放气缓冲罐压力指示信号: 1点
PSA吸附压力指示信号: 1点
氢气干燥塔压力指示信号: 2点
产品氢气压力指示信号: 1点
压缩机级间压力指示: 6点
压缩机润滑油压力指示: 2点
球罐压力指示: 1点
2) 温度检测点(DC24V,4-20mA信号) 合计17点
制氢装置预处理塔温度指示信号: 2点
制氢装置再生气出口温度指示信号: 1点
制氢装置脱氧塔温度指示信号: 1点
制氢装置干燥塔温度指示信号: 2点
制氢装置氢气加热器出口温度指示信号: 1点
制氢装置压缩机级间温度指示信号: 6点
制氢装置压缩机其它温度指示信号: 4点
3)流量检测点(DC24V,4-20mA信号) 合计4点
制氢装置煤气流量指示信号: 1点
制氢装置氢气流量指示信号: 1点
制氢装置产品流量指示信号: 1点
制氢装置解吸气流量指示信号: 1点
4)分析检测点(DC24V,4-20mA信号) 合计3点
制氢装置氢气纯度指示信号: 1点
制氢装置氢气微氧分析指示信号: 1点
制氢装置氢气微水分析指示信号: 1点
5)可燃气体检测点(DC24V,4-20mA信号) 合计4点
7.4.2 AO点汇总 合计9点
制氢装置压缩机三回一调节: 1点
制氢装置再生气压力调节: 2点
PSA吸附塔产品压力调节: 1点
PSA吸附塔升压调节: 1点
PSA吸附塔冲洗调节: 1点
精制干燥系统流量分程调节: 1点
产品氢气去球罐压力调节: 1点
7.4.3 DI点汇总 合计53点
制氢装置程控阀门检测: 53点
7.4.4 DO点汇总 合计62点
制氢装置程控阀门控制点: 53点
动力设备联锁控制点: 9点
1.1、 非标设备
本装置非标设备中的吸附塔为疲劳容器,采用美国ASME标准和中国JB4732-95设计,所有设备设计寿命20年。
序号 | 名 称 | 主要规格 | 材质 | 单重(吨) | 数量(台) |
1 | 除油塔 | F1000 V=4.0m3 | 20R | 3.0 | 2 |
2 | 预处理塔 | F1200 V=7.0m3 | 20R | 4.8 | 2 |
3 | 吸附塔 | F1200 V=11.0m3 | 20R | 6.0 | 5 |
4 | 顺放罐 | F1400 V=12.5m3 | 20R | 5.0 | 1 |
5 | 脱氧塔 | F500 V=0.45m3 | 20R | 0.4 | 1 |
6 | 氢气冷却器 | 17.4m2 | 20R | 1.8 | 1 |
7 | 氢气缓冲罐 | F1000 V=4.1m3 | 20R | 3.5 | 1 |
8 | 干燥塔 | F600 V=0.9m3 | 20R | 1.2 | 2 |
9 | 预干燥塔 | F400 V=0.35m3 | 20R | 0.4 | 1 |
10 | 水分离器 | F400 V=0.3m3 | 20R | 0.3 | 1 |
11 | 循环氢气加热器 | 14.4m2 | 20R | 1.6 | 1 |
12 | 循环氢气冷却器 | 14.6m2 | 20R | 1.6 | 1 |
13 | 解吸气缓冲罐 | F2000 V=20m3 | 20R | 12.0 | 1 |
14 | 解吸气加热器 | 42m2 | 20R | 2.6 | 1 |
| 合 计 |
|
| 44.2 | 21 |
1.2、 PSA吸附剂一览表
序号 | 名 称 | 规 格 | 用途 | 重量(吨) |
1 | 二级冶金焦碳 | 20-40 不定型 | 脱焦油 | 2.0 |
2 | 活性氧化铝 | F3-5球状 白色 | 脱水 | 2.0 |
3 | SM-30D专用吸附剂 | F3-5条状 黑色 | 脱萘、焦油、硫 | 3.0 |
4 | SM-30B专用吸附剂 | F2-4 柱状 黑色 | 脱重烃、H2S | 4.0 |
5 | SM-15B专用吸附剂 | F1.5 柱状 黑色 | 脱C1、C2、CO2 | 12.0 |
6 | 5A-98H分子筛 | F2-3球状 灰白色 | 脱N2、O2、CO、N2 | 24.0 |
7 | HC-01钯催化剂 | F2-3球状 黑色 | 脱氧 | 0.2 |
8 | 硅胶 | F2-3球状 白色 | 干燥 | 1.5 |
1、 1300Nm3/h吸附制氢装置技术指标
① 产氢量: 1300Nm3/h
装置操作弹性(对产品气): 30~100%
② 产品氢纯度: H2含量>99.999%
O2≤1 PPm
露点≤-65℃
③ 氢气回收率: ≥83%
④ 产品氢气压力: ≥1.6MPa.G
⑤ 产品氢温度: ≤40℃
6 解吸气排气压力: ≥10kpa
⑦ 设计操作时数: 全年连续操作(大于8000小时)
⑧ 控制系统可靠性指标: 平均无故障工作时间大于2年
⑨ 程控阀门可靠性指标: 平均无故障工作时间大于2年
⑩ 程控阀门寿命指标: 阀体大于20年,主密封大于5年
氢气回收率
=(产品氢气流量x产品氢气纯度)/(原料气流量x原料气氢纯度)x100%
附件十二: 相关标准与规范
第一节 工艺标准及规范
GB50187-1993工业企业总平面设计规范
HG/T20561-1994 总图运输施工图设计文件编制深度规定
HG/T20695-1987化工管道设计规范
HG20519-1992化工工艺设计施工图内容和深度统一规定
HG20546-1992化工装置设备布置设计规定
HG/T20549-1998化工装置管道布置设计规定
HG20553-1993化工配管用无缝及焊接钢管尺寸选用系统
HG20558-1993工艺系统设计文件内容的规定
HG20559-1993管道仪表流程图设计规定
HG/T20570.1-24-1995工艺系统工程设计技术规定
HG/T20670-1989化工厂管架设计规定
HG/T20572-1995化工企业给排水设计施工图内容和深度统一规定
HG/T20645-1998化工装置管道机械设计规定
HG/T20679-1990化工设备、管道外防腐设计规定等。
GB50235-97 工业金属管道施工及验收规范
第二节 配管标准及规范
GB/T3091-1993低压流体输送用镀锌焊接钢管
GB/T3092-1993低压流体输送用焊接钢管
HG20553-1993化工配管用无缝及焊接钢管尺寸选用系列
GB12459-1990钢制对焊无缝管件
GB/T14383-1993锻钢制承插焊管件
GB/T14626-1993锻钢管螺纹管件
HG20592-1997钢制管法兰型式、参数
HG20594-1997带颈平焊钢制管法兰
HG20595-1997带颈对焊钢制管法兰
HG20596-1997整体钢制管法兰
HG20597-1997承插焊钢制管法兰
HG20598-1997螺纹钢制管法兰
HG20601-1997钢制管法兰盖
HG20603-1997钢制管法兰技术条件
HG20604-1997钢制管法兰压力-温度等级
HG20605-1997钢制管法兰焊接头和坡口尺寸
HG20606-1997钢制管法兰用非金属平垫片
HG20607-1997钢制管法兰用聚四佛乙烯包覆垫片
HG20608-1997钢制管法兰用柔性石墨复合垫片
HG20609-1997钢制管法兰用金属包覆垫片
HG20610-1997钢制管法兰用缠绕垫片
HG20611-1997钢制管法兰用金属环垫片
GB901-1988精致等长双头螺柱
GB5782-1986六角头螺栓-A和B级
GB6170-1986I型六角头螺母-A和B级
HG20613-1997钢制管法兰用紧固件
GB12221-1989法兰连接金属阀门、结构长度
GB12222-1989多回转阀门驱动装置的连接
GB12224-1989钢制闸阀一般要求
GB12225-12230-1989通用阀门、材质技术条件
GB12234-1989通用阀门、法兰或对焊连接钢制闸阀
GB12235-1989通用阀门、法兰钢制截止阀和升降式止回阀
GB12236-1989通用阀门、钢制旋启式止回阀
ZBJ16006-1990阀门试验和检验
第三节 电气标准及规范
GB50052-1995供配电系统设计规范
GB50057-1994建筑物防雷设计规范
GB50058-1992爆炸和火灾危险环境电力装置设计规范
HG/T21507-1992化工企业电力设计施工图内容深度统一规定
HG/T20664-1999化工企业供电设计技术规定
HG/T20675-1990化工企业静电接地设计规程
HG/T20586-1996化工企业照明设计规定
HG/T20686-1990化工企业电力设计图形和文字符号统一规定
HG/T20687-1989化工企业爆炸和火灾危险环境电力设计规程等。
第四节 自控标准及规范
HG20505-2000过程检测和控制系统用文字代号和图形符号
HG20507-2000自动化仪表选型规定
HG20509-2000仪表供电设计规定
HG20510-2000仪表供气设计规定
HG20511-2000信号报警、联锁系统设计规定
HG20512-2000仪表配管、配线设计规定
HG20513-2000仪表系统接地设计规定
HG20514-2000仪表及管线伴热和绝热保温设计规定
HG20515-2000仪表隔离与吹洗设计规定
GBJ93-97 工业自动化仪表施工及验收规范
HG/T205731995分散型控制系统工程设计规定
HG/T20636-20639-1998化工装置自控工程设计规定等。
第五节 土建标准及规范
GBJ7-1989建筑地基基础设计规范
GBJ9-1987建筑结构荷载规范
GBJ10-1989混凝土结构设计规范
GBJ11-1989建筑防震设计规范
GBJ16-1987建筑设计防火规范
GB50033-1991工业企业采光设计标准
GB50037-1996建筑地面设计规范
GB50040-1996动力机器基础设计规范
GB50046-1995工业建筑防腐蚀设计规定
HG200554-1993活塞式压缩机基础设计规定
HG20556-1993化工厂控制室建筑设计规定
HG/T20588-1996化工建筑、结构施工图内容深度统一规定
HG/T20643-1998化工设备基础设计规定
HG/T20673-1989压缩机厂房建筑设计规定
HGJ24-1989化工建(构)筑物地基变形设计规定等。
第六节 设备标准
GB150-1998钢制压力容器
GB151-1999管壳式换热器
JB4732-97 钢制焊接常压容器
JB4732-95 钢制压力容器分析计算标准
GB/T324-1988焊缝符号表示法
HG20580-1998钢制化工容器设计基础规定
HG20581-1998钢制化工容器材料选用规定
HG20582-1998钢制压力容器强度设计规定
HG20503-1998钢制化工容器结构设计规定
HG20584-1998钢制化工容器制造技术要求
HG21503-1992钢制固定式薄管板列管换热器
JB4720-92钢制塔容器、压力容器安全技术监察规程等。
《美国国家标准ASME锅炉及压力容器规范1998年SI版》
第七节 吸附剂标准
Q/J GL-000-1998 活性氧化铝生产及检验标准
JB7823-87 细孔硅胶吸附剂生产及检验标准
GB/T7701.1~GB/T7701.6-98 高效吸附用煤质活性炭生产及检验标准
GB13550-92 5A球型分子筛吸附剂生产及检验标准
第八节 环保设计规范
《中华人民共和国环境保护法》1989
GB3095-1996 《环境空气质量标准》二级标准
GB3096-93 《城市区域环境噪声标准》三类标准
GB16297-1996《大气污染物综合排放标准》
GB8978—1996 《污水综合排放标准》
GBJ14-93 《工业“三废”排放标准》
GB12348-90 《工业企业厂房燥声标准》二级
HG20501-92 《化工企业环境保护监测设计规定》
HG20503-92 《化工建设项目噪音控制设计规定》
HG20504-92 《化工废渣添埋场设计规定》
SH3024-95 《石油化工企业环境保护设计规范》
SH3093-1999 《石油化工企业卫生防护距离》
SH3056—94 《石油化工企业排气筒(管)采样口设计规范》
GBJ87-85 《工业企业噪声控制设计规范》
第九节 劳动保护及消防设计规范
TJ36-92 《化工企业设计卫生标准》
SHJ3047-93 《石油化工企业职工安全卫生设计规范》
TJ367-79 《工业企业设计卫生标准》
GBJ16-87 《建筑设计防火规范》
SHJ16-93 《石油化工企业设计防火规范》